Conveying equipment is the backbone of modern logistics and industrial processes, facilitating the efficient and reliable movement of materials across diverse landscapes and operations. From simple belt conveyors to complex automated systems, these technologies are crucial for optimizing workflows, reducing labor costs, and increasing overall productivity. The global reliance on efficient material handling makes understanding conveying equipment vital for businesses, engineers, and supply chain professionals alike.
The demand for effective conveying equipment is driven by factors such as increasing global trade, rapid industrialization in emerging economies, and the growing need for automation in manufacturing. The impact is felt across industries – from agriculture and mining to food processing and e-commerce fulfillment. Investment in optimized material flow directly translates to improved profitability and competitive advantage.
Understanding the principles and applications of conveying equipment is not merely an engineering concern; it’s a fundamental aspect of sustainable economic growth and efficient resource management. Continuous innovation in this field promises further advancements in safety, energy efficiency, and adaptability to evolving industrial needs.
Introduction to Conveying Equipment
Conveying equipment encompasses a wide range of mechanical handling devices used to transport materials from one location to another. These systems are integral to streamlining operations in countless industries. Efficient conveying directly impacts productivity and cost-effectiveness, making the selection and implementation of appropriate equipment crucial.
From simple gravity conveyors to sophisticated automated systems, the options are diverse. The design choices—belt type, speed, incline, and load capacity—depend heavily on the specific material being handled, the distance of transport, and the overall process requirements. conveying equipment plays a pivotal role in modern manufacturing and logistics.
Global Relevance & Industry Context
The global market for conveying equipment is substantial and continues to grow, driven by the expansion of e-commerce, manufacturing, and infrastructure development. According to recent reports, the market size was valued at over $35 billion in 2023 and is projected to reach $45 billion by 2028, with a CAGR of 5.8% (source: Market Research Future). This growth is particularly pronounced in Asia-Pacific, where rapid industrialization is fueling demand.
The World Bank estimates that improvements in logistics infrastructure, including efficient material handling systems, can reduce trade costs by up to 15% in developing countries. Efficient conveying equipment is critical to achieving these reductions, enabling faster turnaround times and reduced inventory levels. The ISO 9001 standard for quality management also plays a crucial role, ensuring reliable performance and safety.
A key challenge facing industries today is the need to optimize material flow while minimizing environmental impact. Traditional conveying systems can be energy intensive and generate significant waste. Addressing this requires a shift towards more sustainable technologies, such as energy-efficient motors, lightweight materials, and optimized system designs.
Defining Conveying Equipment
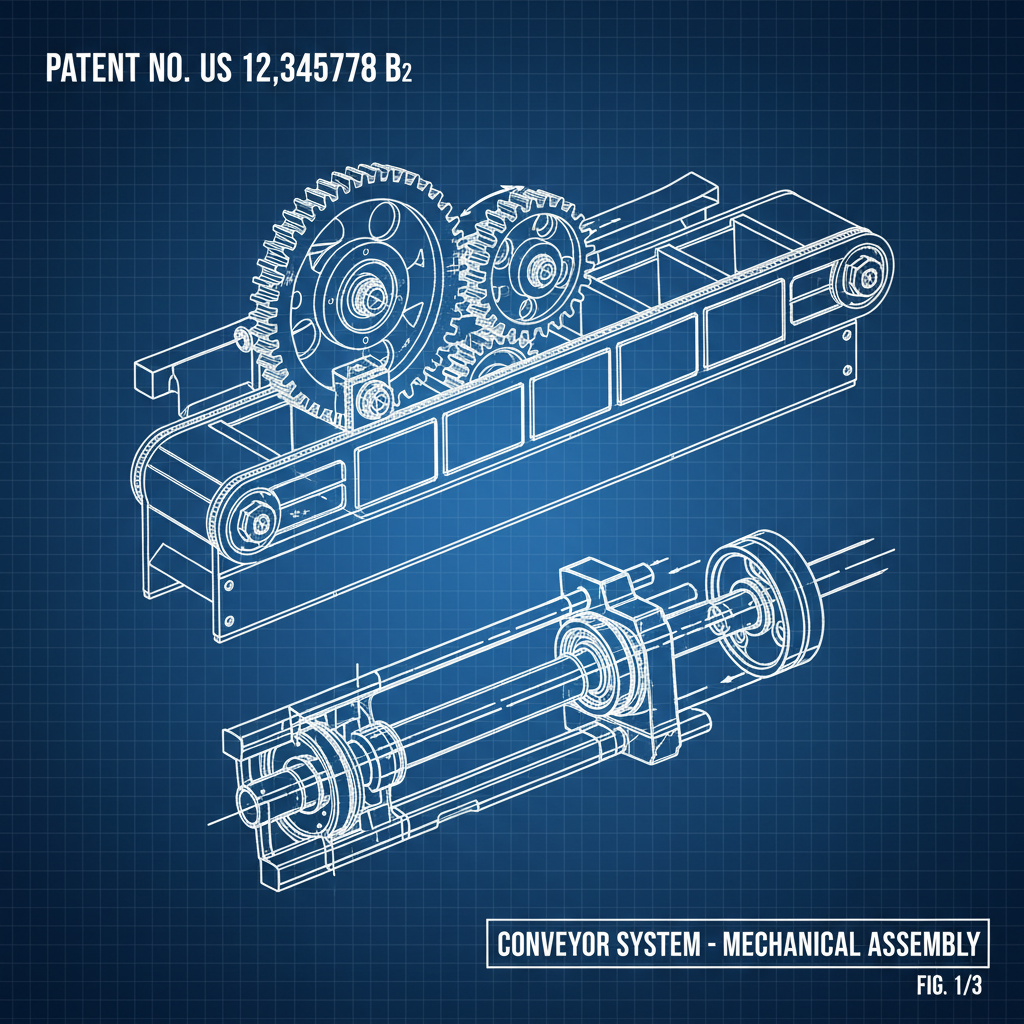
Conveying equipment, at its core, is designed to automate the movement of materials. This encompasses a broad spectrum of devices, including belt conveyors, roller conveyors, chain conveyors, screw conveyors, pneumatic conveying systems, and overhead monorails. The defining characteristic is the automated or semi-automated transportation of goods, bulk materials, or products.
Its connection to modern industry is undeniable. Without efficient conveying systems, manufacturing facilities would be burdened by manual material handling, leading to bottlenecks, increased labor costs, and safety hazards. In a humanitarian context, conveying equipment is critical for distributing aid, moving supplies to disaster-stricken areas, and setting up temporary logistics hubs.
The advancements in conveying technology are directly linked to improvements in overall industrial efficiency and the ability to meet increasing consumer demands. conveying equipment is constantly evolving to meet the challenges of increasingly complex supply chains.
Key Factors in Conveying Equipment Design
Several key factors influence the design and selection of conveying equipment. Durability is paramount, especially in harsh industrial environments. Equipment must withstand continuous operation, heavy loads, and potential exposure to dust, moisture, and corrosive substances. Robust construction and high-quality materials are essential for long-term reliability.
Scalability is another critical consideration. Businesses need conveying systems that can adapt to changing production volumes and future expansion. Modular designs and flexible configurations allow for easy adjustments and additions, minimizing disruption and maximizing investment.
Conveying Equipment Performance Metrics
Applications Across Industries
The application of conveying equipment is incredibly diverse. In the mining industry, heavy-duty conveyors are used to transport ore and minerals over long distances. In food processing, sanitary conveyors ensure the safe and hygienic movement of food products. In warehousing and distribution centers, automated conveyor systems are essential for order fulfillment and package handling.
In post-disaster relief operations, portable conveying systems can rapidly establish logistical networks for distributing supplies to affected populations. Similarly, in remote industrial zones with limited infrastructure, conveying equipment offers a reliable means of transporting materials to and from work sites. The adaptability of conveying equipment allows for tailored solutions to unique logistical challenges.
Advantages and Long-Term Value
The advantages of implementing effective conveying equipment are substantial. Cost reduction is a primary benefit, stemming from decreased labor requirements, improved efficiency, and minimized material waste. Sustainability is also enhanced through reduced energy consumption and optimized material flow.
Beyond the purely economic benefits, conveying equipment contributes to improved workplace safety by reducing manual handling tasks. This fosters a more positive work environment and minimizes the risk of injuries. Ultimately, investing in reliable conveying solutions builds trust with customers and stakeholders, demonstrating a commitment to operational excellence.
Future Trends and Innovations
The future of conveying equipment is characterized by increasing automation, the integration of digital technologies, and a growing focus on sustainability. Smart conveyors equipped with sensors and data analytics are enabling predictive maintenance, optimized performance, and real-time monitoring of material flow.
The incorporation of green energy sources, such as solar power, to operate conveying systems is gaining traction, reducing carbon footprints and lowering energy costs. Furthermore, the development of lightweight and high-strength materials is leading to more efficient and durable equipment designs.
Expect to see more widespread adoption of robotic conveying systems and the use of Artificial Intelligence (AI) to optimize routes and improve overall system efficiency. conveying equipment is at the forefront of the fourth industrial revolution.
FAQS
The most common types include belt conveyors, roller conveyors (powered and gravity), and chain conveyors. Belt conveyors are versatile for handling a wide range of items, roller conveyors are ideal for boxes and cartons, and chain conveyors excel at moving heavier loads and navigating inclines. Selection depends on the specific needs of the warehouse, like speed and product characteristics.
Choosing the right belt material is crucial. Consider the material being conveyed – its weight, abrasiveness, temperature, and chemical resistance. Common materials include rubber, PVC, polyurethane, and fabric. Rubber is good for abrasion, PVC for food handling, polyurethane for durability, and fabric for light-duty applications. Consult with a conveying equipment specialist to ensure the best selection.
The lifespan varies significantly based on usage, maintenance, and the quality of the components. With regular maintenance – including belt tracking, lubrication, and inspection for wear – a well-built conveyor system can last 10-20 years, or even longer. Neglecting maintenance can shorten the lifespan considerably.
Several strategies can help. Use energy-efficient motors and drives, optimize conveyor speed, implement sensors to activate conveyors only when needed, and reduce the length of conveyor runs. Regular maintenance to minimize friction also helps. Consider variable frequency drives (VFDs) to adjust motor speed based on demand.
Essential safety features include emergency stop buttons, guards to prevent contact with moving parts, safety switches that halt operation when guards are removed, and clear warning signage. Proper training for operators is also vital. Compliance with relevant safety standards (e.g., OSHA) is crucial.
Automated systems reduce labor costs, increase throughput, improve accuracy, and enhance workplace safety. They also enable better integration with other automation technologies, such as robotics and warehouse management systems. This leads to a more efficient and streamlined operation, capable of handling higher volumes with fewer errors.
Conclusion
In conclusion, conveying equipment represents a fundamental component of modern industry and logistics. Its ability to streamline material handling, reduce costs, and improve efficiency is essential for businesses across diverse sectors. Understanding the core principles, applications, and future trends surrounding conveying equipment is crucial for making informed decisions and staying competitive in a rapidly evolving landscape.
Looking ahead, continued innovation in areas like automation, sustainability, and data analytics will drive further advancements in conveying technology. Investing in reliable, efficient, and adaptable conveying solutions is not just a matter of operational improvement—it’s a strategic imperative for long-term success. Visit our website at www.jtconveyor.com to learn more about how we can help you optimize your material handling processes.